
5‑Axis Precision Machining for High‑Carbon Steel Hardness
Date:2026-06-23Article editor:Starting Point PrecisionViews:40High‑carbon steel (typically 0.60–1.00% C) offers exceptional wear resistance and strength, but its hardness — often exceeding 45 HRC in pre‑hardened states and up to 62 HRC after heat treatment — presents a formidable challenge for conventional machining. Five‑axis CNC machining has emerged as the definitive solution, enabling complex geometries to be milled with sustained accuracy while preserving tool life and surface integrity. This article examines the interplay between high‑carbon steel hardness and five‑axis strategies, blending metallurgical insights with shop‑floor proven tactics.

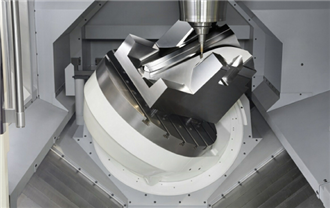
Hardness directly influences cutting forces, chip formation, and thermal generation. In high‑carbon steels, the martensitic microstructure (after quenching) reduces ductility and increases abrasive tool wear. Traditional 3‑axis machining often suffers from excessive vibration, poor chip evacuation, and unpredictable flank wear. Five‑axis kinematics, however, allow the tool to maintain an optimal lead and tilt angle, reducing the effective cutting edge engagement and distributing heat across a larger surface. This lowers thermal stress and minimizes the risk of white layer formation — a brittle phase that compromises part performance.
Cutting speed (Vc) and feed per tooth (fz) must be carefully balanced. For high‑carbon steel in the 50–55 HRC range, recommended Vc is 80–120 m/min with carbide or ceramic inserts, while fz stays between 0.04–0.08 mm/tooth. Five‑axis adaptive toolpaths enable constant chip load, avoiding sudden load spikes that cause micro‑chipping. Additionally, minimum quantity lubrication (MQL) or high‑pressure coolant (70–100 bar) is essential to flush chips and reduce built‑up edge (BUE). A key differentiator in five‑axis machining is the ability to use trochoidal milling and dynamic roughing — strategies that leverage the machine’s rotary axes to maintain a consistent arc of contact, drastically improving material removal rates (MRR) without sacrificing tool life.
Company: A Tier‑1 automotive supplier in Germany producing forging dies from 1.2379 (X155CrVMo12-1) high‑carbon tool steel hardened to 58 HRC.
Challenge: Traditional 3‑axis roughing took 16 hours per die, with tool breakage every 2 hours. Surface finish after semi‑finishing required additional EDM (electrical discharge machining) due to poor scallop height.
Five‑axis solution: A DMG MORI DMU 65 monoBLOCK with 20,000 rpm spindle and HSK‑T63 toolholders. CAM programming used barrel‑type cutters with a 3° tilt angle, maintaining a constant 0.8 mm radial depth of cut and 0.12 mm axial depth.
Results: Roughing time reduced to 6.5 hours (59% decrease). Tool life increased to 7.2 hours per insert edge. Final surface roughness (Ra) improved from 1.6 µm to 0.4 µm, eliminating EDM post‑processing. Annual savings exceeded €210,000 in tooling and cycle‑time costs.
For high‑carbon hardness, PVD‑coated carbide (AlTiN, AlCrN, or TiAlN) is the industry standard. The coating’s thermal stability (up to 1100°C) and high‑temperature oxidation resistance directly combat the crater wear typical of hardened steels. Recent advances in nano‑multilayer coatings (e.g., AlTiN + Si3N4) further reduce friction coefficients to ~0.35. Five‑axis machines with direct‑drive rotary tables provide the rigidity needed to exploit these advanced coatings without chatter. Always match the tool’s corner radius (0.8–2.0 mm) to the part’s minimum internal radius — a larger corner radius distributes cutting forces more evenly and improves heat dissipation.
Beyond dimensional accuracy, subsurface damage is a critical concern in hardened steels. Excessive heat can cause re‑hardened layers (up to 0.05 mm deep) that lead to premature fatigue failure. Five‑axis machining permits finishing passes with a high helix angle (45°–60°), which shears the material rather than plowing it, generating lower resultant forces. In‐process force monitoring and spindle load analysis are recommended; many modern controls (e.g., Siemens 840D sl) offer adaptive feed control that reacts to load variations in milliseconds, ensuring consistent chip thickness even on complex freeform surfaces.
A comprehensive coolant strategy also plays a pivotal role. While flood coolant is common, cryogenic machining (liquid CO₂ or LN₂) is gaining traction for high‑carbon steels, reducing cutting zone temperatures by up to 400°C. This not only preserves tool hardness but also prevents tempering of the workpiece — a risk when surface temperatures exceed the steel’s tempering temperature (typically 200–300°C). For most shops, a combination of high‑pressure through‑spindle coolant (70 bar) and MQL delivers an excellent cost‑benefit ratio.
The synergy between five‑axis kinematics and hardened high‑carbon steel is not merely a technological upgrade — it is a strategic enabler for producing high‑performance components in aerospace, automotive, and energy sectors. By adopting advanced toolpath strategies, appropriate coatings, and real‑time process monitoring, manufacturers can achieve higher MRR, longer tool life, and superior surface integrity. As the industry moves toward Industry 4.0, closed‑loop adaptive control will further unlock the potential of five‑axis machining, making hard‑to‑cut materials more economical than ever.
Author’s Note: Always validate parameters with tool suppliers and conduct preliminary trials on representative workpieces. Every machine‑tool‑workpiece system has unique dynamics — use our consulting service for tailored process optimisation.
Q1: Can five‑axis machining handle high‑carbon steel above 60 HRC without CBN tools?
Yes — with carbide tools and advanced coatings (AlTiN or AlCrN), five‑axis can effectively machine up to 62 HRC using light radial depths (0.3–0.6 mm) and moderate speeds (60–90 m/min). For continuous production above 62 HRC, CBN (cubic boron nitride) inserts are recommended.
Q2: How does five‑axis reduce tool wear compared to 3‑axis on hardened steel?
Five‑axis allows a constant tool‑to‑workpiece inclination angle, distributing wear evenly along the cutting edge. It also enables trochoidal paths that reduce radial engagement, lowering the peak temperature and preventing thermal cracking — the primary wear mode in hardened steels.
Q3: What is the typical surface roughness (Ra) achievable on 55 HRC steel with five‑axis finishing?
With a ball‑nose or barrel cutter and a stepover of 0.05–0.10 mm, Ra values of 0.2–0.4 µm are routinely achieved. Using wiper inserts can push this down to 0.1 µm on flat or gently curved surfaces.
Q4: Is cryogenic cooling necessary for five‑axis machining of high‑carbon steel?
Not mandatory, but highly beneficial for long production runs or thin‑walled parts. High‑pressure emulsion (70 bar) combined with MQL is a cost‑effective alternative that delivers 80–90% of the thermal benefit at a fraction of the operating cost.
Q5: How do I select the right tilt angle for finishing?
For hardened steels, a lead angle of 15°–20° and a tilt angle of 5°–10° (relative to the surface normal) is optimal. This geometry directs cutting forces into the machine’s rigid axes and prevents tool rubbing, which generates excessive friction and heat.



Add: Building 3No.277 Zhen'an Middle Road, Chang'an Town,Dongguan,Guangdong, China
Tel:+86-769-82855591
Copyright © 2019 All Rights Reserved Dongguan Start Precision Technology Co., Ltd. Tel: +86-769-82855591
Add: No. 277 Zhen'an Middle Road, Chang'an Town, Dongguan, Guangdong, China
 中文版
中文版 English
English