
Aluminum CNC Milling Parts with Precision Machining Guide
Date:2026-06-22Article editor:Starting Point PrecisionViews:20Precision aluminum CNC milling is the cornerstone of modern lightweight engineering. From aerospace brackets to medical device housings, this subtractive process delivers components with exceptional strength-to-weight ratios and tolerances as tight as ±0.005 mm. Understanding the nuances of this technology helps engineers reduce costs while achieving superior surface finishes and geometric consistency.
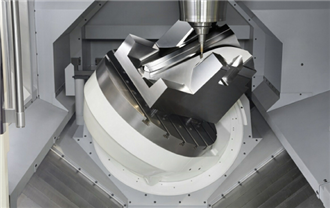
CNC (Computer Numerical Control) milling employs rotating multi-point cutting tools to carve parts from solid aluminum billets. Unlike casting or 3D printing, milling ensures consistent mechanical properties and outstanding surface quality, often reaching Ra 0.8 µm. Contemporary 5‑axis machines can machine undercuts, angled holes, and freeform surfaces in a single clamping operation, which drastically reduces positional errors and shortens lead times.
The primary benefits include an exceptional strength-to-weight ratio (7075‑T6 offers 570 MPa tensile strength), excellent thermal and electrical conductivity, and full recyclability of scrap chips. For high-wear applications, post-machining processes like hard-coat anodizing further enhance durability.
Controlling four core variables guarantees reliable precision:
1. Cutting speed and feed – Optimized parameters prevent built‑up edges and tool deflection.
2. Coolant strategy – Flood cooling or MQL (Minimum Quantity Lubrication) maintains thermal stability.
3. Fixture design – Vacuum chucks or custom jaws secure thin-walled sections without distortion.
4 In‑process inspection – Automated probing systems verify critical dimensions during every cycle.
For instance, aerospace components typically require ±0.01 mm, while medical implants often demand ±0.005 mm on mating surfaces. Adhering to internationally recognized standards such as ISO 9001:2015 ensures robust quality management throughout production.
Choosing the right aluminum alloy directly impacts machinability, cost, and part longevity. The table below summarizes the most common grades we work with in our shop:
| Alloy | Strength | Machinability | Typical Use |
| 6061‑T6 | Medium | Excellent | General structural parts, electronic enclosures |
| 7075‑T6 | High | Good | Aerospace fittings, high‑stress automotive components |
| 2024‑T3 | High | Fair | Aircraft structural members, gears |
| 5083‑H112 | Medium | Good | Marine equipment, welded pressure vessels |
For most precision parts, 6061‑T6 offers the best balance of performance and cost. If your application demands maximum wear resistance, consider specifying hard‑coat anodizing (Type III) after machining—a service we can provide in‑house. For extreme stress environments, 7075‑T6 is unrivaled, but expect a 20‑30% increase in machining cost due to faster tool wear.
To reduce machining expenses without compromising quality, consider these practical guidelines. Avoid deep, narrow slots with an L/D ratio exceeding 4:1; if unavoidable, consider EDM as an alternative. Always specify standard hole sizes (e.g., Ø6 mm over Ø6.35 mm) to utilize stock drills and reduce tooling costs. Adding generous radii to internal corners allows for larger cutting tools, significantly speeding up roughing passes. Finally, limit tight tolerances exclusively to critical mating surfaces—every additional ±0.01 mm tolerance can add 15‑20% to cycle time.
Every precision batch undergoes rigorous scrutiny. We employ CMM (Coordinate Measuring Machine) inspection per ASME Y14.5, surface roughness verification using a Mitutoyo SJ‑210, and full thread gauging for all tapped holes. For automotive and defense clients, we supply complete PPAP (Production Part Approval Process) documentation.
With over 12 years of expertise and a fleet of 15 high-speed milling centers, we handle everything from rapid prototypes to production runs of 50,000 pieces. Our in-house toolmaking department and CMM lab ensure material integrity. We provide same-day DXF/STEP feasibility analysis and a free DFM (Design for Manufacturing) report to optimize your design before production begins. Finishing options include anodizing, powder coating, and chromate conversion.
To get started, upload your 3D model to our instant quote portal for a rapid estimation. If you are unsure about material selection or feature tolerances, feel free to reach out to our engineering support team for a complimentary DFM analysis, typically delivered within 4 hours.
A US‑based drone manufacturer approached us to produce 2,000 units of a complex motor mount in 6061‑T6 aluminum. The part featured four M3 threaded holes with a perpendicularity requirement of ≤0.02 mm, a delicate 1.5‑mm wall around the bearing pocket, and an intricate cooling fin array.
The challenge: Conventional 3‑axis milling caused severe chatter on the thin walls and resulted in poor thread alignment, leading to an 8% scrap rate.
Our solution: Leveraging our advanced 5‑axis CNC milling capabilities , we deployed high-speed adaptive clearing and trochoidal toolpaths on a DMU 50. We paired this with a zero-point clamping system to maintain exact location across both operations.
The results: Cycle time dropped from 18 to 11 minutes per part, the scrap rate plummeted to 0.5%, and first-article inspection achieved a Cpk > 1.67. The client now places recurring monthly orders, benefiting from a 30% faster delivery schedule.
Q1: What is the maximum part size for aluminum CNC milling?
Our standard machines accommodate parts up to 1200 × 800 × 500 mm. For larger structural components, we utilize gantry mills capable of handling up to 3000 mm in length.
Q2: Can you machine threads and complex contours in a single setup?
Yes. Using 5‑axis simultaneous milling and live tooling, we can produce internal/external threads, undercuts, and angled features without repositioning, which enhances both accuracy and lead times.
Q3: How do you prevent burrs on thin‑wall aluminum sections?
We apply climb milling with sharp, polished carbide tools, followed by a dedicated deburring pass with a chamfer mill. For extremely critical sealing edges, we also offer electrochemical deburring.
Q4: What is the typical lead time for prototype orders (5‑10 pieces)?
Standard prototypes in 6061‑T6 are completed within 3–5 business days. For emergency breakdowns, we offer a 24‑hour express service upon request.
Q5: Do you provide material certificates and full traceability?
Absolutely. Every batch ships with mill test reports (MTR) and our internal inspection records, fully compliant with AS9100D and ISO 9001 requirements.
Q6: How do I decide between 6061 and 7075 aluminum?
Choose 6061 for general-purpose parts where cost-efficiency is key. Opt for 7075 when you need maximum tensile strength (e.g., structural aircraft frames), but anticipate a higher machining cost due to increased tool wear. Our team can review your load requirements to make a specific recommendation.



Add: Building 3No.277 Zhen'an Middle Road, Chang'an Town,Dongguan,Guangdong, China
Tel:+86-769-82855591
Copyright © 2019 All Rights Reserved Dongguan Start Precision Technology Co., Ltd. Tel: +86-769-82855591
Add: No. 277 Zhen'an Middle Road, Chang'an Town, Dongguan, Guangdong, China
 中文版
中文版 English
English